Pipe Mill
Tubes & Pipes Fabrication, Welding of Pipelines, Pipe Mill Equipment
HAANE welding systems designs and manufactures welding and handling equipment for steel pipe production, line pipe production (SAWL) and production of pipes with helical spiral seam (SAWH), which are often produced in accordance with ISO 3183 and API 5L regulation.
HAANE welding systems supplies entire Spiral Steel Pipe Mills (SSPM) including pipe conveyors, coating, hydrotesting and pipe end bevelling, as well as components for steel pipe welding, like multi-wire outside and inside welding heads, joint tracking devices, laser tracker, flux supplying and recovery units, slag handling system, self-supporting inside booms, tack welding equipment, pipe wagon, pipe conveyors, grounding systems, mass brushes, automatic wire cutter, welding controller, parameter monitoring systems, pipe track & trace systems as well as entire production lines including pipe facing, preheating devices, line up clamps (ILUC).
Whether you wish to build a new pipe mill or modernize an existing one, we are the dependable partner for you.

As a genuine innovation and world debut we can deliver an entire container based mobile spiral mill.
For an efficient cross-country pipelay we have designed and manufactured a self-propelled, remote-controlled, electromechanical internal clamping system with integrated welding heads for fast root welding.
Welding of line Pipes (SAWL)
Whenever a steel pipe is formed from a plate to its round shape, joining of the edges is required. The Submerged Arc Welding Process (SAW) is very well suited for this job, if the wall thickness is more than 6 mm. HAANE welding systems supplies components as well as complete production lines for longitudinal welding of pipes, inside and outside, using SAW-Single-Wire, -Tandem, -TandemTwin or -Multiwire Processes.
Our scope of supply for SAWL-Pipe-Production:
- Powerful and robust SAW-welding heads
- Power sources, thyristor or inverter based with power booster, AC/DC-functionality, phase shift possibility and others more
- PLC welding controller
- Seam tracker and television
- Flux handling systems
- Workpiece preheating devices including temperature control & documentation
- Inside booms up to 18 m of length
- Pipe carriages/wagons
- Complete pipe conveyer systems saving overhead crane capacity
The Multiwire SAW process is used at higher wall thicknesses and mostly in combination with narrow grooves as joint preparation. This is a challenging combination. For receiving a save penetration and as well a good slag detachment HAANE welding systems pays special attention to:
- Rigid torches and torch holder
- Easy way to get the wires in accurate line and angle
- Wire straightening
- Motorized tilting mechanism for the weld head in order to receive good slag detachment and avoid short circuit of the torch against the wall
- Joint tracker for height and side
- Fully automatic wire cutting with no bend of the out sticking wire
HAANE welding systems supplies self-supporting inside booms in standard lengths for pipes of 6.000 / 12.000 / 18.000 mm in rigid design, pre bended and height adjustable for inside pipe diameters from 10” onwards.
As interesting features we would like to mention the smallest boom for SAW-Twin welding we have manufactured for a pipe inside diameter of 80 mm. And the longest free hanging boom we have made was 37.000 mm length.
If it comes to SAW welding, HAANE welding systems has expertise knowledge of how to handle the welding flux in the right way. Every SAW welding machine is equipped with a flux feeding and recovery system that is appropriate to the welding application. Lowest wearout during flux flow, acceptable mixing ratio between recovered and fresh flux, dust collector at the air exhaust including automatic filter cleaning. In order to avoid hydrogen inducted cracking (HIC) of the steel due to H2 brought in with the flux, tanks and containers are isolated and heated. Especially in tropic climate areas with high day/night temperature changes this is very recommendable.
As an option a flux recovery system for the reused flux can be supplied which removes foreign particles, sieving out residual pieces of slag and fine fraction of flux, filtering dust and removing metal particles by using a magnetic separator.
Welding of spiral Pipes (SAWH)

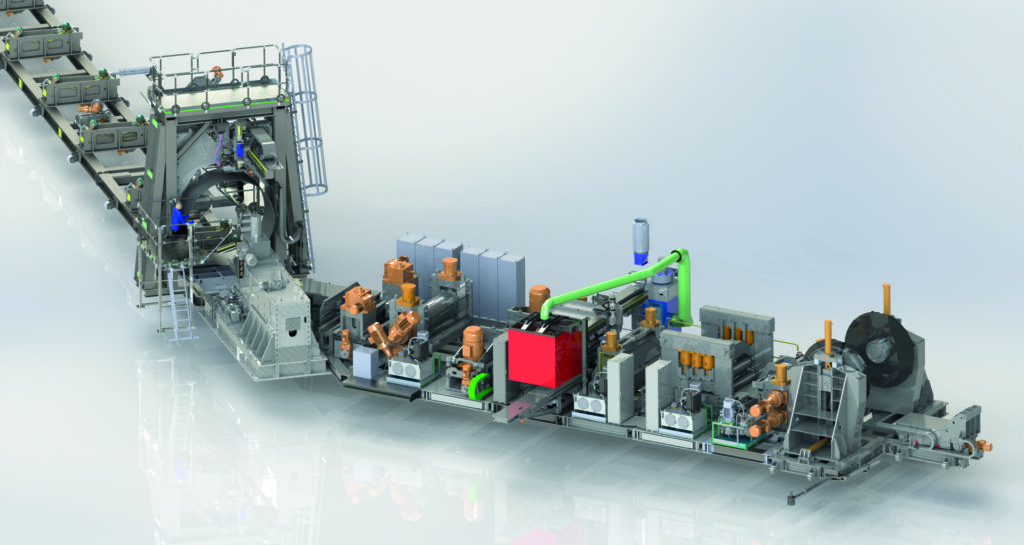
HAANE welding systemsdelivers entire Spiral Steel Pipe Mills (SSPM) including pipe conveyors, coating, hydrotesting and pipe end bevelling, as well as components and welding equipment for Off- as well as for Online Spiral Mills. For GMAW tack welding we can offer a welding torch with a capacity of 1.500 Amps. Due to a specially designed wire-feed system in combination with a „proven-in-use” gas protection the weld spatters are considerably reduced and less stops will be necessary for cleaning during operation, especially in a flying cross joint machine. The welding speed in ongoing operations can be 10m/min up to 15 m/min Minimum pipe diameter ≥ 14”
For the welding movement of the tack welded spiral pipes our “magic rollers” are a good choice.
All these components are completed by a laser tracking system inside or outside for an automatic welding head guidance.
Mobile Spiral Mill
The base material in the form of steel coils that are needed in a spiral mill may come from remote places somewhere in the world and the produced pipes may go to another remote place in the world.
This means a lot of transportation costs, transport damages and taxes. Promotion of local economies, if complete pipes are imported, may also be an obstacle, that needs to be overcome.
So why not make the Spiral Mill mobile?
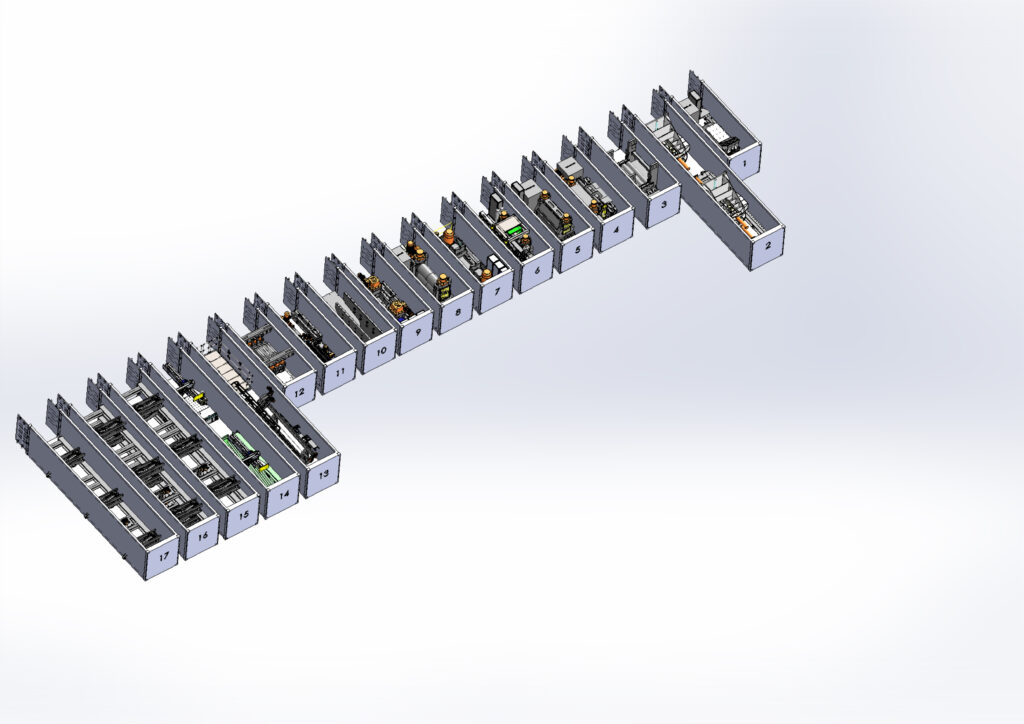
HAANE welding system offers a mobile Pipe Mill. The pipe mill is divided into modules, modules on independent racks with independent hydraulic units and electrical cabinets. They can be packed into standard container with CSC-approval and shipped to the destination of the actual project, where the pipes or hollow structures are needed. The mobile Pipe Mill is easy to erect and dismantled.
The control units are based on Siemens PLC products, large scaled control panels, an easy to operate man-machine-communication, very quick PC based Welding Controllers and parameter monitoring and documentation.
Such a mobile Pipe Mill is designed for a typical capacity of 50.000 – 60.000 tons per year, steel grade up to X80 and pipe lengths up to 50 m.
- Coil car
- Decoiler
- Auxiliary drive with side guidance
- Leveller
- Hydraulic clamping unit with edge preparation plasma cutter
- Cross butt welder
- Edge Milling
- Main pinch-roll (main drive)
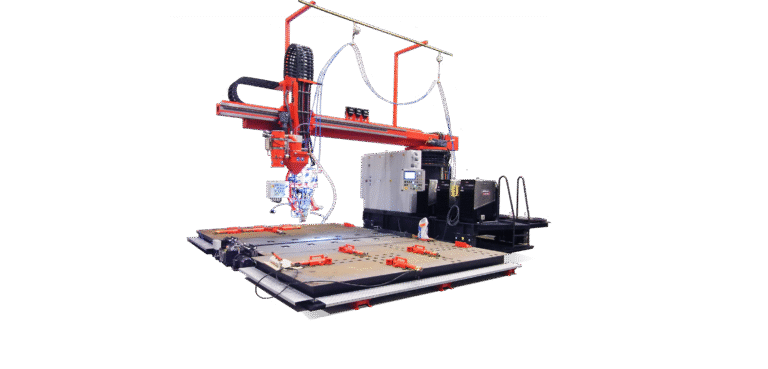
- Pipe Forming
- Inside SAW Welding head
- Outside SAW welding head
- Welding column
- UT Testing & marking system
- Plasma Cutter as “flying saw”
- Exit bench
Double Jointing of Pipes
Line up clamp and internal welder for pipelines
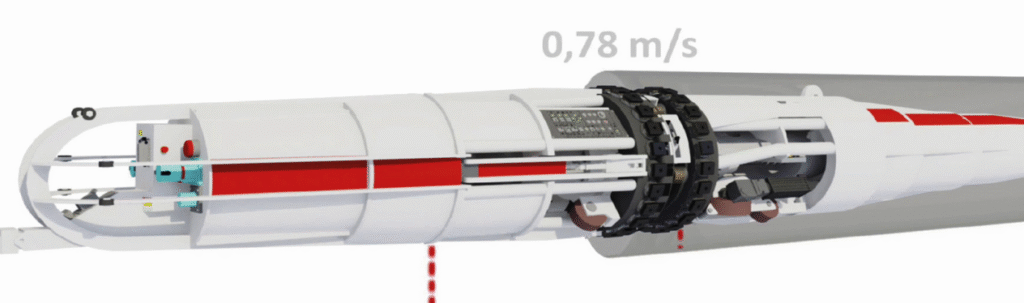
New generation of Internal Welder for cross-country pipe laying with patented Dual Welding Technology
At onshore pipe laying the pipe-to-pipe welding shall happen at a highly efficient sequence and the welds produced must be high quality welds with no defects.
For this application HAANE welding systems has developed in close partnership with Qapqa BV, formerly known as MAGNATECH Group B.V., Netherlands, a new generation of fully automatic, electric operated internal welder. The electro-mechanical clamping system with tremendous clamping force increases roundness of pipe ends and provides a precise line-up.
The angle clamping pistons are pushing pipe-ends towards each other providing closed joint fit-up. Laser aided weld path system provides exact coordinates to the independently controlled robotic welding heads.
Qapqa BV is taking care of worldwide sales & service of and for the Internal Welder.
Welding of a defect free root is one of the most critical issues at a pipe laying job. Very well-known defects at the start position resulting from insufficient penetration and lack of fusion are resolved by the new patented welding technology.
QAPQA BV and HAANE are proud to introduce its internal welder with innovative patented welding heads with automatic lead/lag angle adjustment, cross movement and height control, starting with GTAW and create a full penetrating melting puddle. In a split second after, the system switches to GMAW and starts in the fluid puddle, generating fully fused defect free starts and stops.