Overlay welding generally means applying an extra layer to a metal base material using a welding procedure with the objective of achieving a higher wear resistance against abrasion, erosion, cavitation and corrosion (CRA).
The nature of the materials to be applied (e.g. hard surfacing, manganese hard steels, austenites, nickel-base alloys, inconel, cobalt-base alloys, stellites and many others) is determined by the contact media and the prevailing application conditions such as pressure and temperature.
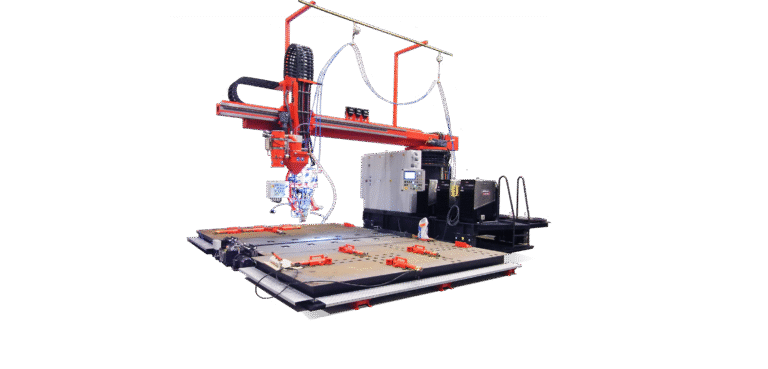
HAANE welding systems adopts all established and modern welding methods in order to develop comprehensive customized production facilities for your welding production process.